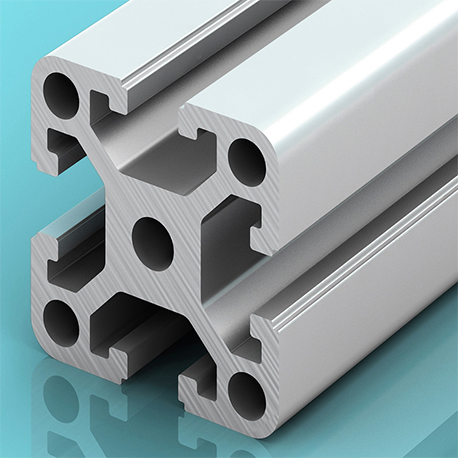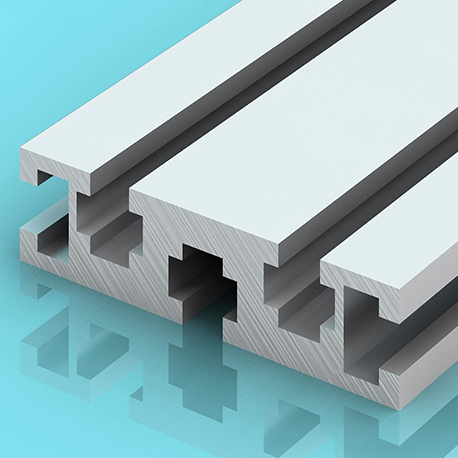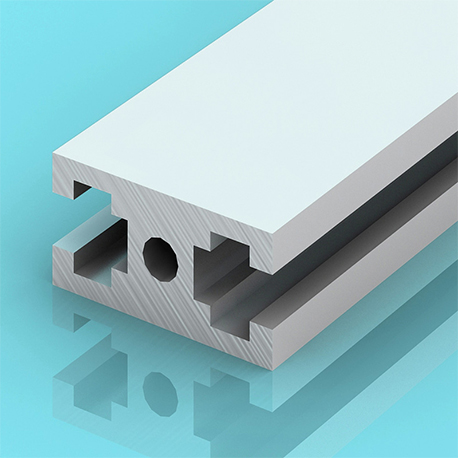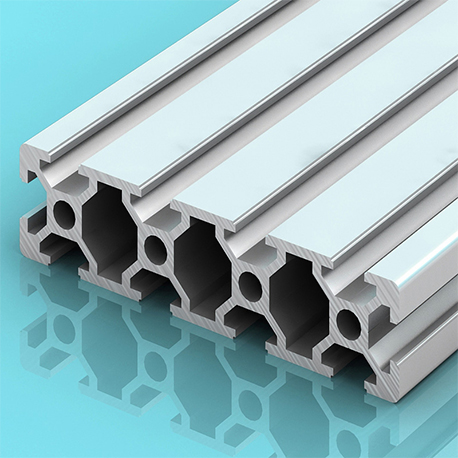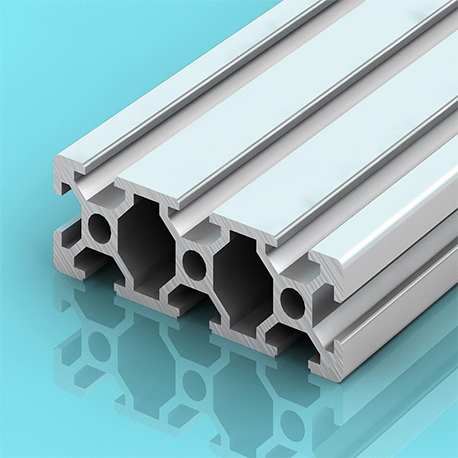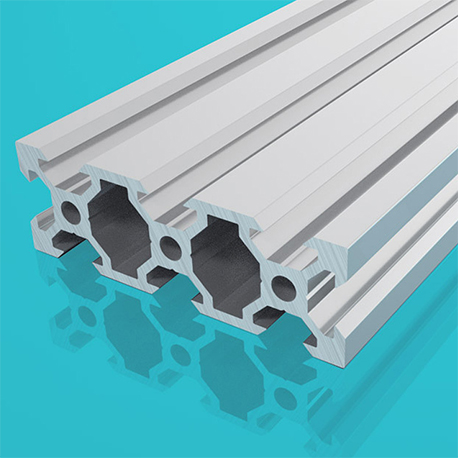
MV-8-4040铝型材
2022-07-20
工作台,围栏,工业楼梯,自动化流水线定制生产厂家
服务热线:
服务热线:13002115599/15601600178
上海高德娱乐金属制品有限公司
电话:13002115599
地址:上海市奉贤区奉金路558号

立即扫码微信 了解最新资讯
高德娱乐铝业官方网站 | 2022-04-20 08:34:26 | 阅读1693
随着铝加工工业的蓬勃发展,铝表面处理已成为铝加工过程必不可少的重要生产环节。铝制品经过表面处理之后,耐磨、耐蚀、耐光照、耐气候等性能都有很大提高,更重要的是可以着上各种美丽鲜艳的色彩。由于其它构成装饰的各种建筑物,曰用铝制品,工艺美术品,装饰品,家具用品等美观大方,适应时代美感的要求,因而铝材的应用价值大为得高。

为了装饰和提高铝材表面性能,在铝材氧化膜上进行着色处理,常用的方法有电解着色法、化学着色法、自然着色法等。
在实际生产中由于人员、工艺、设备、操作等存在差异,每批的产品色差也会存在一定的差异,产生不同的质量缺陷,在特定的介质下,色泽的深浅是由金属粒子沉积量来决定,而与氧化膜的厚度无关。铝材电解着色色差的产生,与着色机理、氧化膜的厚度的均匀性及结构与电解着色速度有直接关系。
铝材着色的缺陷大体上有以下几种情况:色浅、色差、染不上色、白点、露白、染色发花、逃色等。如何解决这一问题,确保每批产品的色差保持一致,并在双方确认的偏差范围内,以满足消费者的要求。这就要求生产企业,在对型材进行电解着色表面处理时,加以研究和防范。
在阳极氧化生产工艺中常见的质量缺陷和处理方法
一、要着色均匀稳定并把色差控制在一定的范围内,减少着色缺陷的产生,在实际的生产过程中,首先在加强阳极氧化工艺操作的控制,在操作时注意以下几方面的要求。